
Szúró vágó fegyverek gyártása (részlet)
Pengegyártás általánosságban
A markolattüske kialakítása után kb. 3 melegítéssel alakították ki további nyújtással a markolat és a hegy közötti részt, és kb. 2 melegítéssel a 20…25 cm hosszú, rendszerint kétélû hegyet. A következõ munkafázis a vércsatornák kialakítása volt, amit a fazonnal megfelelõ domborúságú üllõbetéttel (ódor), és felsõ bélyegítõvel három-ötszöri izzítással készítettek el. Az előkovács az üllõ nyílásába dugott alsó üllõbetétre ráhelyezte a pengét, a pengére pedig a felsõ bélyegítõ szerszámot, amelyre a ráverõk kemény ütéseket mértek. Az előkovács a pengét minden ütés után hosszanti irányban kissé elõre tolja.
A régi kovácsok fontosnak tartották, hogy minél kevesebb számú újraizzítással alakítsák ki az alkatrészt, ugyanis a túl sok felizzítással az acél minõsége romlik.
A különbözõ alakú vércsatornák és a gerincélek, pengefokok kialakítása a pengeszilárdság növelése és a súlycsökkentés érdekében történik. A vércsatornák és gerincélek stb. kialakítása után az elõkovács kézikalapács segítségével vörös izzásnál az üllõ szarván kialakította az éleket. Ekkor alakították ki a penge megfelelõ ívét is. Az él ráverését a munkadarab teljes kihûléséig folytatták. Ezúton kialakították a markolatrész végleges alakját, kilyukasztva a markolatrögzítõ kötõelemek helyét is. A még viszonylag lágy pengét elõcsiszolták, eltávolították a kovácsolásnál keletkezett oxidréteget és más egyenetlenségeket, majd kialakították azokat a pengedíszítéseket, amiket a késõbbiekben már megedzett kemény pengén nem lehetett elvégezni.
A majdnem véglegesen kialakított pengét ezután hőkezelték, ami tulajdonképpen két fõ mûveletbõl, az edzésbõl és a megeresztésbõl állott.
A pengeanyagban – fõleg a kovácsolás folytán – különbözõ feszültségek keletkeznek, ezért hõkezelés során a penge lapja gyakran eldeformálódik, görbe lesz.
Az esetleges kisebb görbületeket a megeresztés után az üllõn hidegen sûrû, apró kalapácsütésekkel korrigáltak nagy türelemmel. Itt a nagy türelem tényleg fontos. Az ember, ha nem ért hozzá, úgy gondolkodik, hogy a púpos felületre, az ív tetejére mérünk egy-két kalapácsütést, és az kiegyenesedik. Ez lágyvasnál így is van, de ez már edzett acél. Egy ilyen kalapácsütésre a penge eltörik. Itt az egyengetést pont fordítva végezték. Az ív belsõ felén, a közepétõl kiindulva éles, kemény szerszámmal apró, finom ütésekkel bevágásokat ejtve feszítették a pengét
A megeresztett pengéket ezután csiszolómûhelybe vitték, ahol elõször homokköveken, nedvesen köszörülték, majd nagy átmérõjû (700… 1000 mm), bõrrel és csiszolópapírral bevont korongokkal – amit faggyúval kentek – simára, egyenletesre csiszolták a pengéket. Csiszolás után a pengéket hamuval vagy mésszel letisztították. A végsõ fényezést, polírozást a csiszoláshoz hasonlóan, de faszénnel vagy spiritusz és vasoxid-por keverékével bevont korongokkal végezték.
A 19. század 50-es, 60-as éveiben ugyan már hengerléssel is készítettek kardpengéket, de ezek minõsége többnyire nem érte el a kovácsolással készülteket.
Azt mondták a régiek, hogy jó a penge, ha:
– hegyét deszkához támasztva 250 mm ívmagasságig való hajlítás után eredeti alakját újból visszanyeri,
– falaphoz vagy 400 mm átmérõjû fatuskóhoz ütve nem törik el vagy görbül meg,
– éle nem csorbul ki, ha élére állított, 6…8 mm vastag laposvasat megvágunk vele.
A damaszkolt pengék
Az elsõ dolog a damaszkolt pengék megértéséhez, hogy tudjuk mi a különbség az eredeti damszkuszi acél és a damaszkolásnak elnevezett eljárás között. Az utóbbi eljárásnál általában kettõ vagy több különbözõ széntartalmú acélokat hegesztettek egy rúddá kovácshegesztéssel, majd ezt hajtogatták, hegesztették és alakítottak ki különféle felületi mintázatokat az acélrétegek színének megfelelõen, ennek egyik módja a lapdamaszkolás, melyet a Japán kardoknál is alkalmaztak. A damaszkuszi pengéket viszont egy, egyforma széntartalmú tömbbõl kovácsolták, és a felületi mintázatot a cementit alakította ki, és nem két v. több különféle fémbõl hajtogatták és hegesztették.
A Kelta törzseknél is használtak olyan kardokat, ahol két különbözõ széntartalmú acélt összekovácsoltak. Rájöttek, hogy ezzel javíthatják a penge tulajdonságait. A kemény adja a penge élét, míg a lágy acél a penge rugalmas testét. A problémák akkor kezdõdtek, mikor a kovácshegesztés nem sikerült tökéletesen. Ahol a hegesztés hibádzott ott lehetõség adódott a repedésre, erre leginkább a csatákban letörött élek mutattak rá. Megpróbálták úgy megoldani, ahogy a Japán kardoknál is, hogy a külsõ kemény rétegbe belehelyezték a lágy magot. A különbség, hogy itt nem hajtogatták előtte egyik réteget sem. Ez még mindig kedvezett a zárványokból kiinduló repedéseknek.
Valamikor 500 táján a Vikingek egészen jó kardokat kezdenek gyártani ismételt hajtogatással és hegesztéssel. Lágy és kemény acélszalagokból rudat kovácsoltak, vagyis használták a kovácshegesztést. Kardjaikat a felületi mintázatuk alapján kígyós kardoknak is nevezzük.
A damaszkolás lényege, a kovácsolás egyik, vagy talán legnehezebb mûvelete a kovácshegesztés. Ez a mûvelet azonos vagy közel azonos széntartalmú acéloknál nem is olyan nagy ördöngösség. Azonban, mint ahogy a Japán kardoknál is a rétegek között a széntartalom eléggé eltér és tág határok között mozog, 0,5%-tól 1,5%-ig. A probléma a különbözõ széntartalmú rétegek hegeszthetõségébõl adódik, mivel minél nagyobb a széntartalom, annál nagyobb hõmérséklet kell a tökéletes hegedéshez. Ezért fordulhatott elõ az elsõ kovácshegesztéssel javított pengéknél, hogy az él letörött használat közben.
Nagyon jó minõségû kardokat lehet elõállítani damaszkolással, amelyek ötvözik a lágyacél rugalmasságát a magasabb széntartalmú acél keménységével.
Lapdamaszkolás
 Induljunk ki öt rétegbõl és két különbözõ tulajdonságú acélból. Ezen rétegeket váltakozva rögzítették egymáshoz. A melegítés hatására oxidréteg keletkezik a rétegeken, amely megakadályozza a két réteg összehegedését. A probléma kiküszöbölésére használtak borax-ot, kovahomokot vagy folyékony agyagot. Ezek folyósították az oxidréteget és az ütések hatására kifreccsent a rétegek közül. Azonban ha nem megfelelõ az ütõerõ benne marad az anyagban és ez a késõbbiekben problémákhoz vezet. Fazekas úr nem használ semmit, ugyanis elmondása szerint csak megfelelõ ütõerõ kérdése, hogy az oxidréteg mindenféle segédanyag nélkül, ne maradjon bent a rétegek között.
Induljunk ki öt rétegbõl és két különbözõ tulajdonságú acélból. Ezen rétegeket váltakozva rögzítették egymáshoz. A melegítés hatására oxidréteg keletkezik a rétegeken, amely megakadályozza a két réteg összehegedését. A probléma kiküszöbölésére használtak borax-ot, kovahomokot vagy folyékony agyagot. Ezek folyósították az oxidréteget és az ütések hatására kifreccsent a rétegek közül. Azonban ha nem megfelelõ az ütõerõ benne marad az anyagban és ez a késõbbiekben problémákhoz vezet. Fazekas úr nem használ semmit, ugyanis elmondása szerint csak megfelelõ ütõerõ kérdése, hogy az oxidréteg mindenféle segédanyag nélkül, ne maradjon bent a rétegek között.
A tömb 11 rétegből áll.
A kovácshegesztés egyik titka, hogy tudjuk, mikor vegyük ki az anyagot a kovács-tûzbõl – világosított fel Fazekas úr. Mint említettem ez nagyban függ a széntartalomtól. Az öt rétegbõl legyen kettõ kemény, 0,8% széntartalmú és három réteg 0,18% széntartalmú acél. Ezen összefogott (ma: egy-két helyen villannyal összehegesztett) rétegeket melegítjük fel és hegesztjük össze. Készítünk egy öt rétegbõl álló négyzetes rudat, tömböt.
Mikor megtörtént a rétegek összehegesztése, következik a rúd anyag hajtása majd újbóli hegesztése.
Ezt ismételjük míg el nem érjük a megfelelõ rétegszámot. Hasonlóan alakul, mint a Japán kardoknál, ott két réteg 15-szöri hajtogatásával és ismételt hegesztésével érték el a 32.768 rétegszámot. Mivel öt rúdból indultam, ezáltal a rétegszámok a következõképpen alakulnak: az elsõ hajtásra 10, majd 20, 40, 80, 160, 320, és így tovább.
Minél több a rétegek száma egy pengén belül, annál jobb minõségû a penge, azaz homogénebb, ezáltal az esetleges hibák továbbterjedésének is kevesebb az esélye. A kard tovább bírja törés nélkül.
Ahhoz, hogy látványos felületi mintázatot kapjunk a rétegek számának nem szabad túl nagynak lenni. Az ajánlott rétegszám 70 és 100 között mozog. Itt még jól elkülöníthetõk a különbözõ tulajdonságú anyagok.

Csavart minta: A képen nagyon jól látható a kígyózó mintázat. A Viking kardok is damaszkolással készültek és azok penge mintázata volt hasonló. Az eljárás egyszerû, a lapokból összekovácsolt tömböt meg kell nyújtani és hosszirányban megcsavarni. Ezt a csavart rudat kell laposra kovácsolni. Érdemes alacsony rétegszámú tömbbõl kiindulni

Bevágott minta: Azon felületi mintázatok készítésének egyike, ahol sajnos sok anyag megy veszendõbe. Lényege, hogy egy éles szerszámmal, vagy amivel mélyítéseket lehet készíteni, mélyedéseket ütünk a vastagabbra hagyott pengén, akár saját elképzelés alapján is. Az anyagráhagyás a beütött mintázat mélységétõl függ, mivel a kész pengéhez mélyedés aljáig köszörüljük a felületet. A képen látható, hogyan adja ki a mintát az anyag.
Ez két módszer csak, amit leírtam, de ezekbõl is látszik, hogy el kell csak képzelnünk milyen felületi mintázatot akarunk és a megvalósítás marad egyedül hátra. A második példánál, valamint azon mintakészítési eljárásoknál, ahol az anyag egy része kárba vész a legnagyobb probléma, hogy a jó minõségû acél mindig is drága volt és lesz.
A damaszkolásnál nem feltétlenül kell acéllapokból kezdeni. A kiindulási acélnak mindegy milyen a formája, ha megfelel pengekészítésre. Készíthetünk rúdból, drótból szorosra font nyalábokból, melyeket újból egymás mellé téve tovább bonyolíthatjuk a mintát, láncból, ezen anyagok kombinációjából stb.
A kiindulási anyagokból a megfelelõ mennyiséget összekovácsolva nekiállhatunk a penge kikovácsolásának.
A képeken látható mennyire gyönyörû felületi mintázatokat adnak, ha láncból vagy drótból készítjük a pengét.

a felületi mintázat csak akkor látható a kész pengén, ha az fel van polírozva vagy meg van maratva valamilyen savval.
A maratás elõtt meg kell tisztítani a pengét.

A Kris pengéket citromlével maratták, a gyümölcsök megfelelnek erre a célra. Hátrányuk, hogy sok idõbe telik mire a megfelelõ mértékig megmarja a felületet, ezért valamilyen erõsebb savat használnak.
A felületet mikor megfelelõen megmaródott, a savat vízben lemossuk és a pengét szárazra töröljük, és gyönyörködhetünk a kovácsolás során kialakított felületi mintázatban.
Japán kardok
A Japán kardok történetére most nem térnék ki részletesebben. De ott lehet igazán megérteni, hogy milyen hatások alakították a kard formáját.
A legismertebb a katana, melynek hossza majdnem két és fél saku (72cm) . Az övbe dugva hordták a vágó éllel. Kísérõkardja a wakizashi (1 és 2 shaku között). A wakizashi – katana párost daisho-nak nevezzük (1 shaku=30,2 cm)
A feltevés szerint a katana volt a fõ harci fegyver, a rövidebb kard csak kiegészítõként funkcionált. Ezt igazolja, hogy ha egy samurai belépett egy házba, a katana-t az elõszobában egy állványon hagyta, s ha aludni ment, akkor is csak a rövid kard meredt nála. Ennek magyarázata az etiketten és azon elõíráson kívül, hogy a samurai sohasem fegyvertelen, a kardok harci használhatóságával magyarázható. Ha megvizsgáljuk, akkor látjuk, hogy a wakizashi zárt térben, falak között volt jól használható, míg a hosszú kard nyílt térben.
Egy enyhén, finoman ívelõ penge, mely egyesíti az egykezes szablya és az egyenes kard elõnyeit. A szablya a vágásra jobban alkalmas, a görbület miatt kisebb felületen adja le az energiát, mélyebb sebet hasít és a kihúzásnál tovább mélyíti azt. Az egyenes, hosszú, súlyos karddal viszont óriási erejû ütést lehet leadni és a döfés is elõnyösebb.
Ez a párosítás teszi lehetõvé, hogy adott esetben az ellenfél testét ketté lehessen szelni. Ugyanakkor a görbület enyhesége miatt szúrni is remekül lehetett vele. A vastag keresztmetszet miatt a csapást nagy roncsoló hatásúvá tette. A hatékonyságot elõsegíti a kardok meglehetõsen nagy súlya, amely 1200-1300 g. Ennek hátrányát a hosszú, két kézzel fogható markolat küszöbölte ki. A kard hosszának megválasztására is kialakult egy szabály. A kardot magunk mellett kézben tartva majd nem a földet érte.
A markolat borítása is a célszerûség jegyében alakult. A durva bõrre rászorított selyemzsinór biztos, csúszásmentes fogást biztosított és felszívta a tenyérben képzõdõ verejtéket. A tsuba feladata is elsõsorban a kard kiegyensúlyozása.
A kard a maga fizikai valóságában, attól eltekintve, hogy van, nem akadályozta a harcost, nem a küzdõnek kellett alkalmazkodnia fegyvere sajátosságaihoz, hanem az alkalmazkodott hozzá.
Mindehhez a tökélyhez már csak az kellett, amit a Tokugawa shógunok híres vívómestere Munenori Yagyu mondott:
„A kardvívás legvégsõ titka azon fordul meg, hogy meg kell szabadulni a halál gondolatától.”
A penge gyártása
A kovács kiválasztotta a számára megfelelő széntartalmú acélt. A 0,8%-tól a 1,5%-ig levő széntartalmat részesítették elõnyben. A penge különböző keménységű részeihez – annak felosztása mestertől és az ártól, azaz attól függött kinek készült – beszélhetünk a kard magjáról (kb. 0,5% széntartalom), az élről (kb. 1,5% széntartalom) – ebből készült a penge foka is, – valamint a penge oldaláról . (kb. 1% széntartalom)
A részekhez összeválogatott vasdarabokat összekovácsolták, az így kapott tömböket külön-külön lapdamaszkolták. A jelentõsége az anyag minél homogénebb szerkezete, a legkisebb anyaghiba se vezessen töréshez. Majd e darabokból alakították ki a penge testét.
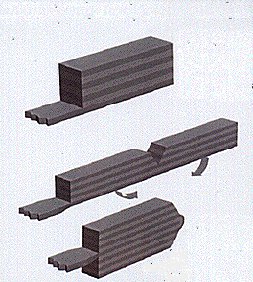
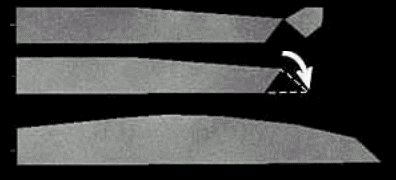
Amikor a megfelelõ anyagokat összekovácsolták, kialakítják a penge alapját. Az elsõ lépés a penge hegyének a kialakítása. A képen látható módon levágunk egy darabot, majd
lekalapáljuk a hegyet. Erre azért van szükség, hogy a hegy teljes élének hosszában a kemény élanyag legyen. Ezen a részen kialakítjuk az élet, majd a hegyétől visszafele haladva a penge hosszában, kalapálva tovább alakítjuk azt. Ezzel egy időben alakítjuk a penge íves formáját. Mikor ezzel végeztünk, finomítjuk az ívet és ellenõrizzük a penge egyenességét.
A penge formájának kialakítása után kerül sor a nyél kovácsolására és annak formázására, amely általában megegyezik a markolat formájával.
A keresztmetszet változás is a történelemhez köthetõ.

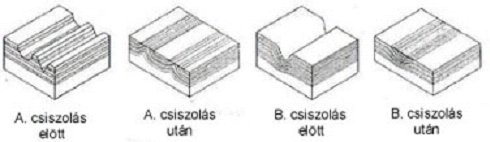
A legõsibb változat az egyenlõ szárú háromszög keresztmetszet (1.). Ennek kovácsolása alatt nehezen ellenõrizhetõ volt az ideális fémvastagság. Egyrészt ha a penge túl vékony lett, éles volt, de hajlamos a törésre. Ha viszont túl sok fémbõl készült a penge, az úgynevezett kagylóél jött létre, ami ugyan erõs pengét eredményezett, de csökkentette a vágóerõt. A megoldást (2.) keresztmetszet hozta meg. Ez kombinálta a szilárdságot és a vágóerõt. A legfejlettebb változat a (3.) típusú keresztmetszet, mert itt a penge középsõ, vastag része biztosította a szilárdságot, de a relatív karcsúság elejét vette a túlsúlyosságnak és még volt egy nagy elõnye; vágásnál kisebb volt a súrlódási felület, mint a korábbi változatoknál.
A japán kardok minden elemének nagy jelentõsége van, így a markolattüskének is, pl. ide vésték a kardal kapcsolatos dolgokat.
A penge hőkezelése
A pengét bekenték vékonyan agyaggal, melybe faszénport és homokkövet kevertek. Csak ott hagyták meg vékonyra az agyagréteget, ahol meg kívánták edzeni a pengét.

A többi helyen, vastagon felrakták az agyagot. Az agyagréteg azt a célt szolgálta, hogy a penge testét megóvja az él edzésénél a hirtelen hûtéstõl. A borító réteg receptje féltve őrzött titok volt, vastagsága, tapadóképessége alapvetõen befolyásolta a minõséget. Ott ahol a vékony és a vastag réteg találkozott, az edzés és megeresztés után megmaradt az edzésvonal, amelyet a találkozási rétegek alkottak. Voltak, akik az átmenetnél mintázták az agyagot, így majd az edzés után megmaradt látható mintázatból fel lehetett ismerni ki készítette a pengét. A fennmaradó mintázat neve a hamon.
A mai modern acélokon hamon vonal létrehozása nem lehetséges, ugyanis az ötvöző anyagok nem teszik lehetővé. A filmekben látható rozsdamentes acélból készült, fénylő kardokon – pl. Hegylakó – a hamon vonal köszörüléssel vagy maratással készül.

Mikor az agyagfelvitellel készek lettek következhetett az edzés.
A beborított pengét 800-850 oC-ra melegítették egyenletesen és vízben hirtelen lehûtötték. A víz hõmérséklete is fontos volt, melyet ki-ki maga tapasztalt vagy tanult, de a víz legmegfelelõbb hõmérsékletét titokban tartották. Utalásokat találunk arra, hogy a víz hõmérséklete testmeleg lehetett.
A penge él része ezáltal kemény lett, míg a többi puha és rugalmas.
Ez a konstrukció tette lehetõvé, hogy megõrizzék az aránylag vastag, többszögû keresztmetszetet, amely merevvé tette a pengét, viszont egyik feltétele a nagy vágóerõnek.
Köszönettel tartozom Fazekas Józsefnek szakdolgozatomhoz – szerző
Mekklood
2004-02-10 13:52:56Végre valami konkrétumot is megtudtam a kovácsolásról azon kívül, hogy parázs-fújtató és kalapálni izomból
Vendég kng
2004-10-27 18:14:29Szia Szabolcs.
Mint kívülálló, ám harművészetekkel foglalkozó
csatlakoznék az előttem szólókhoz.
Ha v. miért nem tudnád felrakni a többi részt.
Elküldenéd emilben?
Vendég kng
2004-10-27 18:22:09Bocs.
suskoz@yahoo.com
Vendég _balight the light knight (NPC/N
2008-04-22 21:59:26Klassz!Nagyon teteszik. Eddig erről a damaszkolásról semmit nem tudtam, de nagyjából a többi is újdonság Köszi szépen!
Köszi szépen!
Vendég Czano
2008-09-29 13:42:46Üdv!
Fú látom ez a téma mér régen döglött!
Kár hogy csak most találtam rá!
Nem tud valaki valamilyen elérhetőséget a cikk írójához? Szeretnék vele beszélni!
Vagy ha esetleg valakinek megvan a teljes szakdolgozat elküldhetné nekem e-mailben(, nagyon megköszönném) a címem czano@freemail.hu!
Remélem erre téved valaki aki tud segíteni! Előre is köszi!
Üdv Czano!